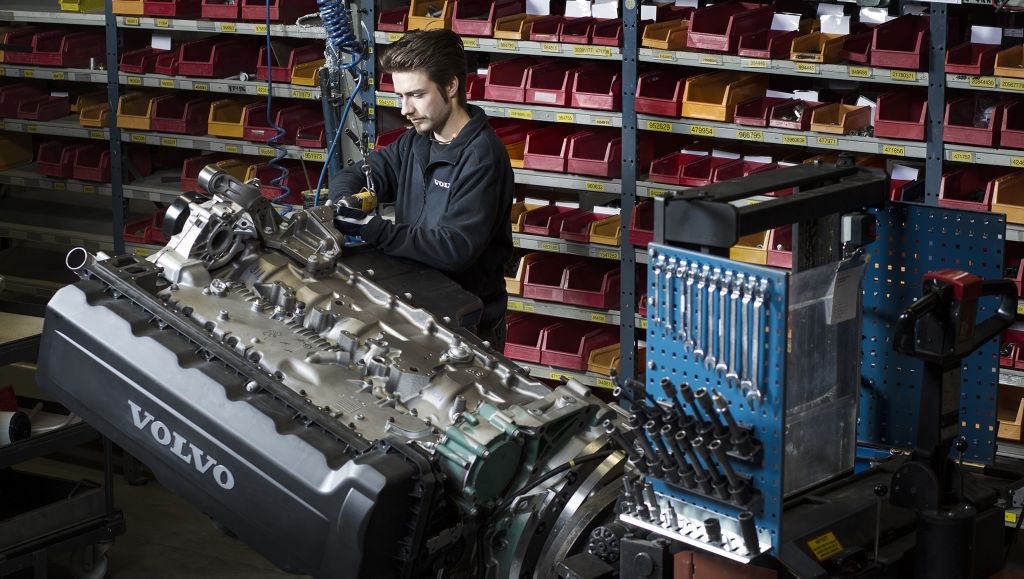
En esta fase, muchas superficies en piezas como las culatas, los cigüeñales y los bloques de motor se lijan y se fresan con extrema precisión y cuidado.
“Todos los motores llegan hasta aquí por un motivo. Pero como no sabemos cómo se ha utilizado el motor, es importante garantizar que no haya superficies irregulares”, comenta Jörgen Karlsson, operario de reacondicionamiento de culatas.
Al igual que muchos de sus compañeros, posee amplios conocimientos sobre motores. El reacondicionamiento requiere unas habilidades de primer nivel. En la planta de Flen, se reacondicionan para Volvo Trucks entre 150 y 200 variantes distintas de motores de camiones.
“La mayoría de camiones que llega aquí tiene entre ocho y nueve años de antigüedad. ¡Aunque a veces recibimos motores de la década de los setenta! Y también nos ocupamos de ellos”, añade Jörgen Karlsson.
Durante el recorrido por la planta, cada componente del motor se inspecciona en varias fases. Cuando llega el momento de probarlo, el motor debe superar las mismas pruebas que un modelo recién producido.
“Un motor reacondicionado ofrece las mismas condiciones de garantía que un Recambio Genuino Volvo y tiene la misma calidad, durabilidad y rendimiento”, explica Lars Färnskog.